Кабинет со песок од серијата BHQ26 со рачен
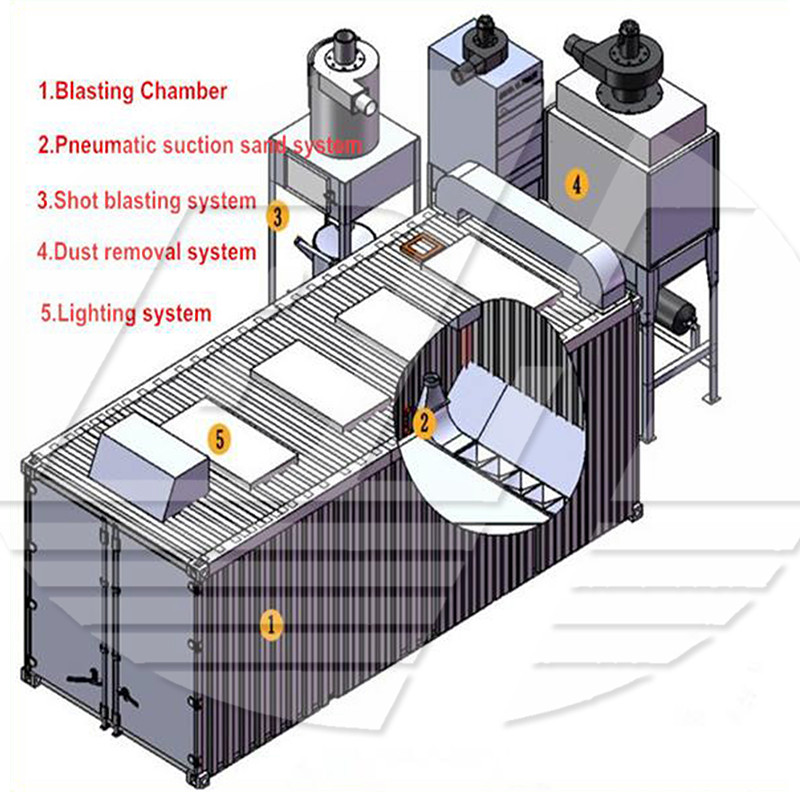
1.Што е кабинет за експлозија на песок
Некои луѓе, исто така, ги нарекуваат машините за пескарење, резервоарот за минирање со песок, преносливиот песок бластер, отворените машини за пескарење и така натаму.Имињата се различни, но всушност имаат исто значење.Може да работи одвоено, но во повеќето случаи работи со сала за шут минирање.


Состав на кабинет за песок --
Општо земено, компонентите се како што следува:
1).резервоарот за песок минирање:
Дебелината на челичната плоча што се користи за различни волумени на резервоарот и коренот на машината за пескарење е различна.Колку е поголем волуменот, толку е подебела челичната плоча.Ова главно го одредува фабриката за садови под притисок според фактичката состојба.
Постојат два типа на вентил за песок и вентил за песок: рачен или пневматски.Рачно, потребно е рачно да се отвори вентилот за песок, а гасот автоматски се отвора од гасот.
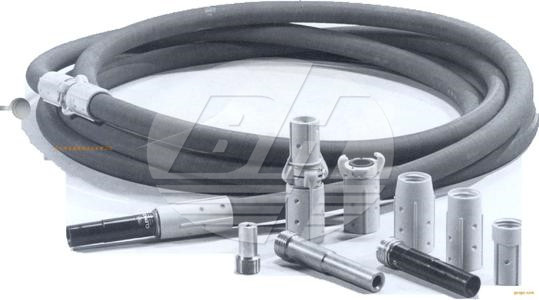
2) Цевка за пескарење (стандардот е 10m/20m)
3).Сигурносен вентил
Употребниот притисок на резервоарот за пескарење е генерално 8KG.Улогата на сигурносниот вентил Кога притисокот на гасот ќе надмине 8KG, тој автоматски ќе се издува.За да се заштити резервоарот за пескарење
4) Пиштол за пескарење: Според материјалот, може да се подели на бор карбид, легиран челик, волфрам карбид, железо и така натаму.
Најиздржлив е бор карбид, а работниот век е генерално 500-700 часа.
Второ, работниот век на волфрам карбид и легиран челик е генерално 300-400 часа,
Железото може да се користи само 10 часа, малку луѓе го користеле.
Електронски контролен систем и други компоненти.
2.Принцип на работа на пренослив пескареч
Принципот на работа на машината за минирање со песок е различен од машината за шут минирање.Машината за шут минирање користи центрифугална сила за да изврши шут минирање.Машината за минирање со песок се напојува со компримиран воздух и прска со абразиви (и метален и неметален песок) на површината на работното парче.Поради влијанието на притисокот, абразивот во резервоарот за песок поминува низ песочниот вентил и експлозивната цевка до пиштолот за прскање, а абразивот се исфрла со голема брзина, што ги менува механичките својства на надворешната површина на површината на работното парче.Поради влијанието и ефектот на сечење на абразивот на површината на работното парче, За да се добие одреден степен на чистота и различна грубост на површината на работното парче, да се подобрат механичките својства на површината на работното парче, па да се подобри отпорноста на замор на работното парче, зголемете ја адхезијата помеѓу неа и облогата и проширете ја облогата. Издржливоста на филмот е исто така погодна за израмнување и декорирање на облогата, отстранувајќи ги нечистотиите, бучавата и оксидните слоеви на површината, додека ја загрубува површината на медиумот, предизвикувајќи преостанат стрес на површината на подлогата и подобрување на тврдоста на површината на подлогата.
3.Главна спецификација за пренослив песок бластер
4. Губење на моќноста на шут експлозивниот резервоар
1).Конфигурацијата на изворот на воздух на машината за пескарење е генерално 6m³/min (потрошувачката на воздух на еден пиштол за прскање, ако е N, потребната конфигурација на изворот на воздух е N*6m³/min.
| Тип на ставка | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Волумен на во резервоарот (м3) | 0,5 | 0,7 | 0,82 | ||
| Воздушен притисок (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Емитирана доза (калибар=φ10) (kg/h) | 1800-2280 | 1 пиштол | 1800-2280 | 1 пиштол | 1800-2280 |
| 2 пиштоли | 3600-4560 | 2 пиштоли | 3600-4560 | ||
| Потрошувачка на воздух (м3/мин) | 6.1 | 1 пиштол | 6.0 | 1 пиштол | 6.0 |
| 2 пиштоли | 12.0 | 2 пиштоли | 12.0 | ||
| Должина на цевката за минирање (мм) | 7000 | 7000 (2 парчиња) | 7000 (2 парчиња) | ||
| Контролен начин | Далечински управувач | Далечински управувач | Далечински управувач | ||
| Димензии (мм) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Тежина (кг) | 396 | 500 | 690 | ||
2).Воздушниот притисок што го бара машината за пескарење е 0,5-0,6mpa (ако притисокот е премногу низок, пескарењето ќе биде слабо и ефектот на чистење ќе влијае).
3).Количината на пескарење/плочење на час на машината за пескарење е 1800-2100 kg.
4) Опсег на примена на пескарење
а.Предтретман: сите третмани со минирање пред да бидат покриени, како што се галванизација, бојадисување, прскање итн., површината е апсолутно чиста, а во исто време значително ја подобрува адхезијата и отпорноста на корозија на покривниот слој.
б.Пред-третман пред чистење на површината на деловите: бигор, остатоци и нечистотија на метални делови како одлеаноци, делови за штанцување, делови за заварување, делови за термичка обработка;површинско чистење на неметални производи, отстранување на црни дамки на површината на керамичките заготовки и намалување на шарата на бојата итн.
в.Реновирање на стари делови: реновирање и чистење на сите подвижни делови како што се автомобили, мотоцикли, електромеханичка опрема итн. Во исто време се елиминира стресот од замор и се продолжува работниот век.
г.Завршна обработка на површината на работното парче: сите метални производи и неметални производи (пластика, кристал, стакло, итн.) површинските траги се елиминирани, а обработката на површината со магла со аргон прави надградба на површината на производот.
д.Третман на мувла: Површинска обработка на површината со аргон со лесна магла, графичко производство и чистење на мувла, за да не се оштети површината на мувлата, за да се обезбеди точност на мувлата.
ѓ.Третман на бруси: обработените делови се отстрануваат со мали бруси, а пластичните делови од деловите за инјектирање се елиминираат.
е.Преработка на непожелни производи: отстранување на непожелна облога на производот, отстранување на непосакуваното боење на површината и отстранување на печатењето.
ч.Зајакнување: зголемување на цврстината на површината на металните делови и елиминирање на стресот, како што е површинската обработка на сечилата на авионите, пружините, алатките за обработка и оружјето.
јас.Офорт и обработка против лизгање: обрасци на офорт, текст и третман против лизгање на површината на метални производи и неметални производи, како што се: мермер, рачки против лизгање, пломби, букви од стели итн.
ј.Третман на тексас облека: тексас облеката е мат, белузлава и постигнат ефект на мачкачки мустаќи.
5. Предностите на кабинетот со песок:
1).Металните делови на машината за пескарење во основа не се оштетени, а димензионалната точност нема да се промени;
2).Површината на делот не е контаминирана, а абразивот нема хемиски да реагира со материјалот на делот;
3).Машината за пескарење може лесно да се справи со недостапните делови како што се жлебовите и вдлабнатините, а може да се изберат различни големини на абразиви за употреба;
4).Трошоците за обработка се значително намалени, што главно се рефлектира во подобрувањето на работната ефикасност на машината за пескарење, која може да исполни различни барања за завршна обработка на површината;
5).Ниска потрошувачка на енергија и ниска цена;
6).Машината за пескарење не ја загадува животната средина, со што се елиминираат трошоците за третман на животната средина;